
Kalibrierung: Messunsicherheit und Konformitätsbewertung
Ein Auszug aus dem GMP-BERATER, Kapitel 14.F.7, Nachweis spezifizierter Mikroorganismen
6 Min. Lesezeit | von Hansjörg Gutmann, Markus Kopf, Markus Salemink, Dr. Christian Sander
Erschienen im LOGFILE Leitartikel 15/2021
Messunsicherheit
Die Hersteller von pharmazeutischen Produkten sind für die Einhaltung der festgelegten Anforderungen an ihre Produktqualität verantwortlich.
Um die Qualitätsmerkmale einer Produktionscharge zuverlässig ableiten zu können, sind exakte Steuerungen der Prozesse (incl. Monitoring) und im Rahmen der Qualitätskontrolle Bemusterung und Messungen notwendig.
Die Problematik dieser Anforderungen liegt darin, dass keine Probe wirklich repräsentativ ist und keine Messung den wahren Wert liefert. Die Qualitätskontrolle kann daher auf zweifelhaften Stichproben, die durch zweifelhafte Messungen charakterisiert werden, basieren.
Daraus ergeben sich grundlegende Fragen zur Bewertung einer Messung: Wie ungenau ist die Messung? Wie wirkt sich die Unsicherheit im Messprozess auf das Messergebnis und damit direkt auf die Produktqualität aus? Welches Vertrauen kann den Ergebnissen und der damit verbundenen Bewertung, ob ein Produkt oder Prozess seine Qualitätsanforderungen erfüllt, entgegengebracht werden?
Zur Beantwortung dieser Fragen ist eine genaue Betrachtung der Messunsicherheit notwendig.
Was ist Messunsicherheit?
Messungen liefern keine exakten Werte, da der Messprozess Unzulänglichkeiten unterworfen ist und diese nicht genau quantifiziert werden können.
Das Ergebnis einer Messung ist also immer nur eine Annäherung oder Schätzung des wahren Wertes der zu ermittelnden Messgröße. Zu den Einflussfaktoren, die sich auf das Messergebnis auswirken, zählen unter anderem das eingesetzte Referenzgerät, das Messverfahren, die Qualifikation des Bedieners und die Umgebungseinflüsse.
Ein Messergebnis ist somit nur dann vollständig, wenn der ermittelte Schätzwert der Messgröße von einer Aussage über die Unsicherheit dieser Schätzung begleitet wird.
Abbildung 4.F-40 skizziert das Konzept der Messunsicherheit.
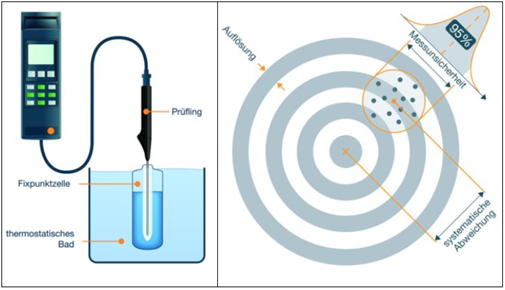
Abbildung 4.F-40 Konzept der Messunsicherheit anhand der Temperaturmessung in einer Fixpunktzelle (links) und der Darstellung der Messergebnisse an einer Zielscheibe (rechts) (Quelle: Testo Industrial Services)
Die Referenztemperatur der Fixpunktzelle bzw. der wahre Wert einer jeden Messung ist im Allgemeinen nicht exakt zu quantifizieren. Das Zentrum der Scheibe symbolisiert den wahren Wert der Messgröße bzw. die Referenztemperatur der Fixpunktzelle. Mit einem zu kalibrierenden Thermometer wird eine Messreihe von identischen Messungen aufgenommen. Die grauen Punkte auf der Scheibe beschreiben die erhaltenen Temperaturwerte des Temperaturfühlers. Die Ausgabe der Messdaten erfolgt über ein Anzeigegerät mit einer endlichen Auflösung. Der Abstand der Ringe definiert die kleinste Zähleinheit, die als Auflösung des Messgerätes verstanden wird. Durch den Mittelwert der Messreihe (schwarz) wird der beste Schätzwert der Messung berechnet. Der Abstand zum Zentrum wird als systematische Abweichung bezeichnet; die Streuung der Einzelmessungen um den Mittelwert als statistischer Fehler, der nach Korrektur der systematischen Einflüsse die beigeordnete Messunsicherheit definiert. Es kann zu jeder Art von Fehlern eine Reihe von Unsicherheitseinflüssen geben.
Das Konzept der Messunsicherheit nutzt die bereitgestellten Informationen zu den Unsicherheitsbeiträgen und stellt sie auf eine wahrscheinlichkeitsorientierte Basis. Sie kann daher als ein Maß dafür beschrieben werden, wie gut man glaubt, den wahren Wert der Messgröße zu kennen.
Die Bedeutung der Messunsicherheit
Ein Messergebnis ohne beigeordnete Messunsicherheit ist unvollständig. Nur durch die Angabe der Messunsicherheit lassen sich die tatsächlich gemessenen Werte beurteilen und vergleichen.
Im Allgemeinen kommt der Angabe der Messunsicherheit folgende Bedeutung zu:
- Messergebnisse werden objektiviert
- Messergebnisse sind international vergleichbar
- Messergebnisse können im Hinblick darauf bewertet werden, ob eine Spezifikation oder Toleranz eingehalten wird.
Was macht Messungen unsicher?
Unzulänglichkeiten und Unvollkommenheit in Messungen können offensichtlich oder auch unsichtbar sein. Sie führen jedoch in beiden Fällen zu Fehlern im Messergebnis. Diese Fehler sind in der Regel systematischer oder zufälliger Natur. Zufällige oder statistische Einflüsse lassen sich nicht kompensieren. Allerdings lassen sie sich durch Mehrfachmessungen verringern. Systematische Fehler lassen sich, wenn ihre Größe und Wirkung bekannt sind, korrigieren. In der Praxis wiederum ist das Wissen um systematische Fehler begrenzt und somit die Korrektur zumeist unvollständig.
Entsprechend ist das Ergebnis einer Messung auch nach der Korrektur erkannter Fehler immer noch eine Schätzung des wahren Wertes der Messgröße.
Zu den Ursachen für Unsicherheiten bei Kalibrierungen zählen unter anderem:
- Referenz/Normal: Offset, Veränderungen durch Alterung, Verschleiß oder andere Drift, schlechte Lesbarkeit, Rauschen (bei elektrischen Geräten), Messunsicherheit der letzten Kalibrierung
- Kalibriergegenstand: Instabilität, Auflösung
- Messvorgang: thermisches Gleichgewicht, Leckage
- Bedienerfähigkeit: Qualifikation und Erfahrung des Bedieners
- Umgebungsbedingungen: Schwankung der Temperatur, relative Luftfeuchte und Druck können Referenz und Kalibriergegenstand beeinflussen
- Stichprobenprobleme: Messungen müssen für den Prozess, den sie zu bewerten versuchen, repräsentativ sein.
Konformitätsbewertung
Historisch gesehen wurden Ergebnisse in Kalibrierscheinen weitestgehend als Messwerte mit deren beigeordneten Messunsicherheiten dargestellt. Durch die gestiegenen Anforderungen an die Messtechnik reicht dies jedoch oft nicht aus, wenn eine Aussage zu der Eignung des Messgerätes bezüglich festgelegter Anforderungen erwünscht ist. Dann ist eine objektive „Bestanden/nicht-Bestanden“-Bewertung bezüglich der ermittelten Merkmale des Kalibriergegenstandes notwendig. Diese Bewertung wird als Konformitätsbewertung bezeichnet, die folgendermaßen definiert wird:
„Darlegung, dass festgelegte Anforderungen bezogen auf ein Produkt, einen Prozess, ein System, eine Person oder eine Stelle erfüllt sind“Quelle: DIN ISO/IEC 17000:2005, Konformitätsbewertung – Begriffe und allgemeine Grundlagen
Die als zu prüfend festgelegten Anforderungen können in normativen Dokumenten wie Rechtsvorschriften, Normen und technischen Spezifikationen dargestellt sein. Darüber hinaus sind kundenindividuelle Toleranzen zulässig.
Bei Konformitätsaussagen ist die Messunsicherheit zu berücksichtigen. Eine intuitive Erläuterung ist mit Hilfe von Abbildung 4.F-48 gegeben. Für die Bewertung der Konformität im Verhältnis zu einer definierten zulässigen Abweichung sind fünf unterschiedliche Kalibrierergebnisse dargestellt. Diese beinhalten jeweils den ermittelten Messwert mit beigeordneter erweiterter Messunsicherheit ±U (Überdeckungswahrscheinlichkeit von 95%, k = 2) und die zulässige Abweichung für das Messgerät. Darüber hinaus ist die Wahrscheinlichkeit P, dass das Messgerät konform zur prüfenden zulässigen Abweichung ist gekennzeichnet.
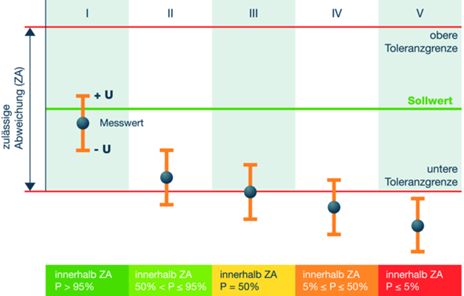
Abbildung 4.F-48 Fünf mögliche Kalibrierergebnisse zur Konformitätsbewertung (Quelle: Testo Industrial Services GmbH)
In den Fällen I bis III könnte legitimer Weise festgestellt werden, dass sich das Messergebnis innerhalb der zulässigen Abweichung befindet. Unter Berücksichtigung der Messunsicherheit könnte die Beobachtung aber auch falsch sein, da alle Messungen nur Schätzungen des wahren Wertes einer Messgröße wiederspiegeln. Eine verlässliche Aussage, ob das Messgerät innerhalb seiner zulässigen Abweichung liegt, kann nur für den Fall I ausgesprochen werden, da hier der Messwert mit der beigeordneten Messunsicherheit innerhalb der zulässigen Abweichung liegt. Eine verlässliche Aussage für die Nichtkonformität ist entsprechend nur für den Fall V möglich. Für die Fälle II bis IV kann eine Aussage nur auf Basis einer vorher definierten Entscheidungsregel erfolgen. Diese muss das Risiko einer falschen Annahme und/oder Ablehnung berücksichtigen.
Die Entscheidungsregel definiert die Kriterien, wie die Messunsicherheit zu berücksichtigen ist. Dazu können quantitative Kontrolllimits in Form von Schutzabständen (engl. guard band) eingeführt werden, die den Akzeptanzbereich im Vergleich zur Toleranz oder Spezifikation verkleinern können. Häufig basiert das Schutzband auf einem Vielfachen der erweiterten Messunsicherheit U.
Weiterführende Literatur:
DIN EN ISO 14253-1:2018 Teil 1: Entscheidungsregeln für den Nachweis von Konformität oder Nichtkonformität mit Spezifikationen.
ILAC-G8:03/2019 Guidelines on the Reporting of Compliance with Specification
Haben Sie Fragen oder Anregungen? Bitte schreiben Sie uns: redaktion@gmp-verlag.de










